
25年专注于模具研发、设计、加工



联系我们


如上所述,模具冷却体系要求依据塑件的形状、型腔内的温度散布等合理规划,但受模具上 各种结构(顶杆孔、型芯孔、螺钉孔、镶拼接缝等)的约束,只能在满意结构设汁的状况下开设 冷却水道。由于塑件的形状多种多样,模具结构 各不相同,冷却体系结构也是千变万化的,规划 者需依据实在的状况灵敏把握。
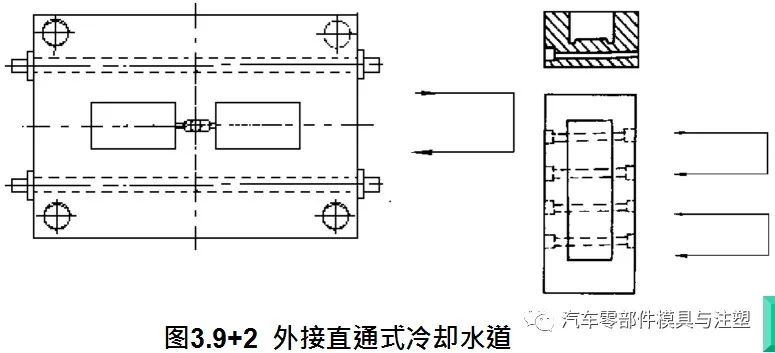
凹模直接加工在模板上的浅腔模具多选用外接直通式(图3.9+2)或平面回路式(图3-9-18、3-9-19、3-9-20)的单层冷却回路。
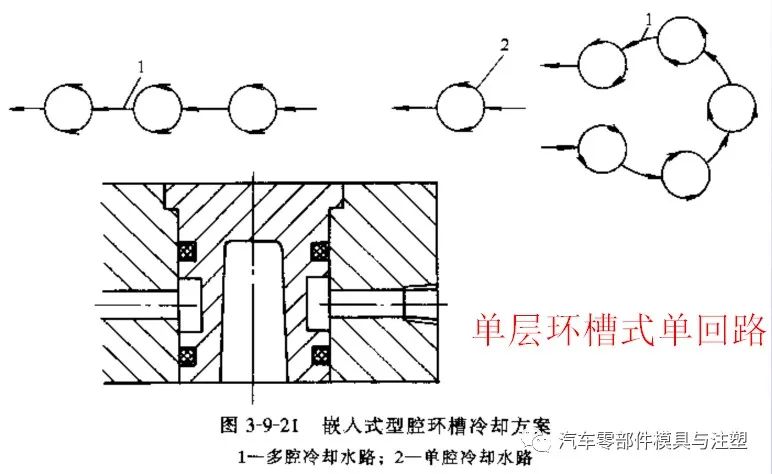
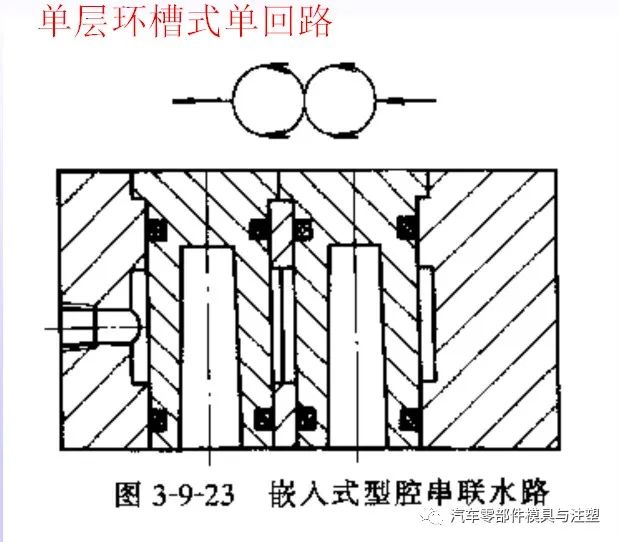
选用拼镶结构的模具多选用环槽式(图3.9+3、3-9-21、3-9-23).
外接直通式冷却水道是在模板上打直通孔与模外软管衔接构成单回路或多回路。这种冷却水 道加工简单,但冷却水道不是环绕型腔设置,在成型的过程中,制品的散热不太均匀。
平面回路式冷却水道一般会用打相交直孔, 镶入挡板、堵头号操控冷却水流向的办法构成模内回路。
在模板上打孔将镶件或模板上的环形槽串连,构 成用于镶入式多腔模的环槽式水路。
选用圆形镶件镶拼的深腔模,在型腔镶件外外表加工螺旋槽,并将其进出口经过模板与模外连通,构成的螺旋式冷却水道(图3-9-22),相当于模内互连的多层冷却回路。
型腔直接加工在模板上的深腔模和非圆形镶件镶拼的深腔模,一般会用多层外接直通式或平 面回路式冷却水道(图3.9+4、图3.9+5) ,各层可各自独立,也可用软管在模外互连。
在圆形镶件外外表加工螺旋槽,并将其进出口经过模板与模外连通,构成螺旋式冷却水道 。
在塑件成型的过程中,型芯总是被温度高、导热性差的塑料围住着,型芯的热量很难经过天然 对流、辐射的办法发出。因而,型芯的散热问题比型腔更要害。也正是由于型芯被塑件围住,不 便与模外连通,所以型芯中冷却水道的设置也更困难。
关于直接加工在模板上的矮小型芯,选用加工在模板上的外接直通式或平面回路式单层冷却 回路,图3-9-9。
关于选用拼镶结构的矮小大型芯,可在型芯上加工平面回路式单层冷却回路,图3-9-10。
中等高度的较大型芯,可选用在型芯上钻斜孔的办法构成冷却回路,图3-9-11、图3-9-5d。
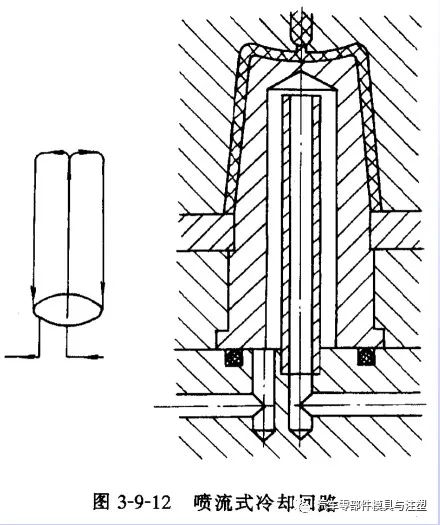
在型芯中心装一个喷水管,进水从管中喷出后再向四周冲刷型芯内壁,如图所示。
低温的进水直接作用于型芯顶部(中心进浇的浇口处),冷却作用好。这种办法特别适 合冷却细长的圆形型芯。
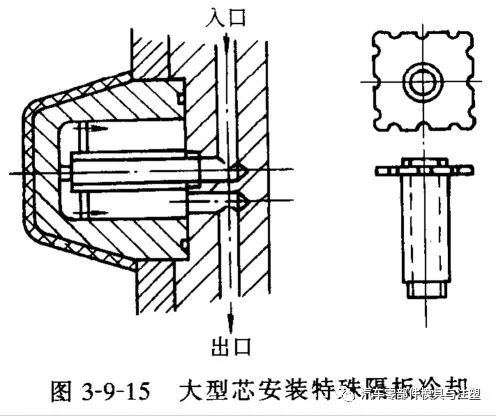
喷泉式冷却水道也可用于较粗大异型型芯的冷却, 办法是在喷水管出口端设一边际开口的隔板,操控回水流向(图3-9-15) 。
喷泉式冷却水道不只可用于单个小型芯,也可用于多个小型芯的串(并)联冷却。
(深圳)有限公司荣获“维科杯·OFweek 2022我国人机一体化智能体系数字化工厂年度标杆企业奖”
(深圳)有限公司参评“维科杯·OFweek 2022我国人机一体化智能体系数字化工厂年度标杆企业奖”
本文由入驻维科号的作者编撰,观念仅代表作者自己,不代表OFweek态度。如有侵权或其他问题,请联络告发。
【七通智能】参评维科杯OFweek 2024我国工业自动化与数字化职业优异产品奖
【七通智能】参评维科杯OFweek 2024我国工业自动化与数字化职业杰出技术创新企业奖
【翼菲机器人】参评维科杯OFweek 2024我国工业自动化与数字化职业优异产品奖
【拓盈科技】参评维科杯OFweek 2024我国工业自动化与数字化职业优异产品奖






